A rolling bearing is a precision component, not just a hardened steel ring. Its inner ring, outer ring, rolling elements, cage, seals, lubricant film, raceway geometry, clearance, and preload are all designed to work within very small dimensional limits. When a hammer, drift, punch, chisel, or other small-area tool strikes a bearing directly during mounting, the bearing is exposed to a short, concentrated shock load that can damage it before the machine ever runs.
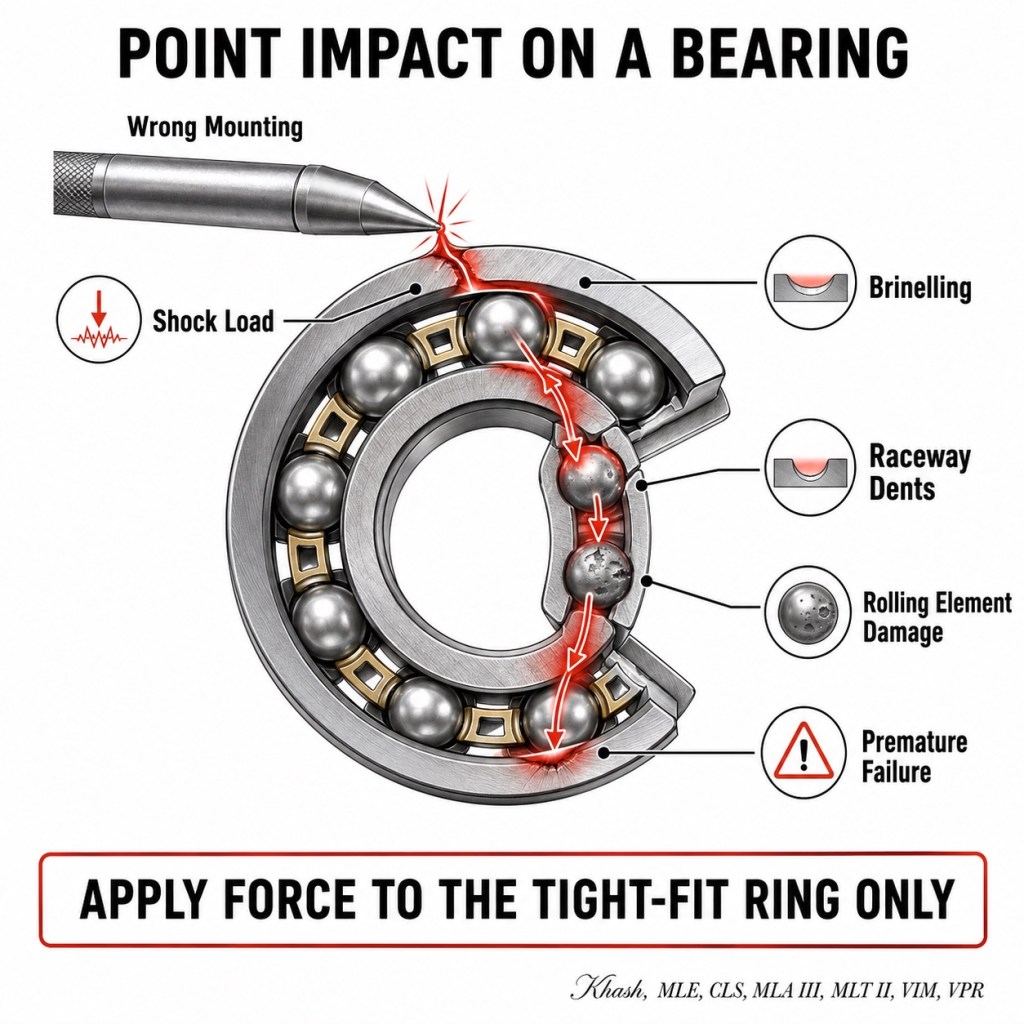
The basic problem is not simply “using a hammer.” The real problem is point contact, shock loading, and sending the mounting force through the wrong parts of the bearing. Schaeffler notes that mounting forces on non-separable bearings should be applied to the ring with the tight fit; otherwise, the force is transmitted through the rolling elements and can damage the raceways and rolling elements. (schaeffler.com) SKF gives the same core warning: when mounting a ring with an interference fit, force should be applied to the ring being mounted, and mounting force should not pass through the rolling elements because it can dent the raceways and rolling elements. SKF also states that bearings should not be hammered directly during mounting and recommends a mounting sleeve or fitting tool.
1. The hammer blow becomes a high-force impact pulse
When the hammer hits the bearing, the hammer’s kinetic energy has to stop over a very short distance and in a very short time. That creates a force pulse, not a smooth press force.
A press applies force slowly and evenly. A hammer applies force suddenly. A point-contact hammer or drift applies that sudden force through a very small area. Because pressure is approximately force divided by contact area, even a moderate hammer blow can create extremely high local pressure.
For example, a small hammer strike may only contain a few joules of energy, but if the contact area is tiny and the stopping distance is microscopic, the local contact stress can become very large. In a bearing, this matters because the rolling element/raceway contacts already operate in the gigapascal range. JTEKT/Koyo explains that excessive static or impact load can permanently deform rolling elements and raceway surfaces, and lists calculated contact stress levels of about 4,600 MPa for self-aligning ball bearings, 4,200 MPa for other ball bearings, and 4,000 MPa for roller bearings as values associated with the basic static load rating; the associated permanent deformation is around 0.0001 times the rolling element diameter. (koyo.jtekt.co.jp)
That deformation value sounds tiny, but in a precision bearing it is significant.
2. The struck ring is locally damaged first
The first damage usually occurs at the visible impact point. If the hammer, punch, or drift contacts only a small part of the ring face, shoulder, chamfer, or outer diameter, the ring can suffer:
- a dent or flat spot,
- a raised burr,
- a sharp nick,
- local plastic deformation,
- microcracking,
- distortion of the ring edge,
- loss of squareness against the shaft shoulder or housing shoulder.
Bearing rings are hard, but they are not immune to impact. Hardened bearing steel resists wear, but it can still plastically deform or crack when the stress is concentrated enough. A bearing ring is also relatively thin compared with a solid block of steel, so a point hit can make the ring flex locally.
If the ring face is burred, that burr can scrape the shaft or housing during mounting. It can also break loose and become hard debris inside the bearing or assembly. Debris inside a bearing is dangerous because hard particles can be rolled into the raceways and create secondary dents.
3. The ring tilts instead of moving straight
Correct mounting requires the bearing ring to move squarely and concentrically onto the shaft or into the housing. A point hammer blow rarely does that.
A point blow applies force at one location, not around the full circumference. That creates a moment:
Moment = force × distance from bearing centerline
So instead of pushing the bearing straight, the blow tries to cock or tilt the ring. Once the ring tilts, one side of the bore or outside diameter digs into the shaft or housing. Friction rises sharply at that side, and the fitter may respond by hitting harder. This makes the problem worse.
In practical terms, the bearing may start to “walk on crooked.” The tight side jams; the loose side gaps. The ring can then scrape the shaft seat, shave material, gall the seating surface, or become slightly out of round. Even if the bearing eventually reaches its shoulder, it may not be properly seated or aligned.
4. If the wrong ring is hit, the force travels through the rolling elements
This is the most damaging scenario.
Suppose the bearing is being mounted onto a shaft and the inner ring has the interference fit. The correct force path is:
tool → inner ring → shaft
The wrong force path is:
tool → outer ring → balls/rollers → inner ring → shaft
In the wrong path, the balls or rollers become the load-transfer members for the hammer blow. They are not designed to be used as press tools. Their contact with the raceways is extremely small, so the impact load becomes concentrated at a few tiny contact patches.
Schaeffler describes this exact failure mechanism: rolling element indentations appear at the rolling-element pitch in non-separable bearings, and causes include static overload/shock impacts and mounting or dismounting forces applied through the rolling elements. The remedy is to mount the tight-fit ring first, or if both rings have a tight fit, mount them together with a suitable disk. (schaeffler.com)
5. The rolling elements indent the raceways: true brinelling
When a hammer impact passes through balls or rollers, the raceway can receive permanent dents. This is commonly called true brinelling.
For a ball bearing, the damage often appears as round or elliptical dents spaced at the ball pitch. For a roller bearing, the damage may look more like straight or slightly rectangular impressions. In either case, the pattern often repeats at the spacing of the rolling elements because the stationary balls or rollers were pressed into the raceways during impact.
This is different from normal wear. It is local plastic deformation. The raceway has been permanently reshaped.
SKF describes rolling surfaces dented by impact or shock loads from incorrect mounting and warns that this damage can increase noise, vibration, and temperature, and that the bearing will probably fail prematurely.
6. The rolling elements can be damaged too
The raceway is not the only part at risk. The rolling elements themselves can receive:
- flats,
- dents,
- scuffed areas,
- microcracks,
- local residual stress,
- small surface defects that later grow into spalling.
A ball or roller with even a small surface defect no longer rolls smoothly. It repeatedly introduces a disturbance into the contact zone. That disturbance breaks the lubricant film locally, increases stress concentration, and accelerates fatigue.
7. The cage can be shocked or distorted
The cage, or retainer, is not intended to carry mounting force. It spaces the rolling elements and guides them. During a hammer blow, the rolling elements can move suddenly relative to the cage pockets. Depending on bearing type and clearance, this can cause:
- cage pocket bruising,
- cage deformation,
- cracked cage bridges,
- roller skewing,
- ball pocket wear,
- noise during operation.
This is especially relevant for bearings with polymer cages, thin steel cages, brass cages with close guidance, or bearings where the cage is already near a shoulder or seal.
A damaged cage may not fail immediately. The bearing may turn by hand after mounting, but cage damage can later show up as noise, heat, irregular running, or sudden cage failure.
8. Seals and shields can be bent
If the bearing is sealed or shielded, direct hammering can distort the seal, shield, or seal groove. This can cause:
- rubbing seals,
- increased torque,
- grease leakage,
- contamination entry,
- overheating,
- damaged seal lips,
- reduced bearing life.
A sealed bearing may feel stiff after installation if a shield or seal has been slightly bent inward. In some cases, the bearing will still rotate, but the seal drag generates heat and contaminates the grease.
9. Lubricant film does not protect the bearing during impact
During normal operation, bearing surfaces are separated by a lubricant film. During mounting, however, the bearing is usually stationary or nearly stationary. There is no full hydrodynamic or elastohydrodynamic film being generated by rotation.
That means the rolling element/raceway contacts are more vulnerable to direct metal-to-metal stress during an impact. Grease may provide some boundary lubrication, but it cannot fully absorb a concentrated hammer shock.
This is why a bearing can be damaged during installation even though it has not yet operated under load.
10. Stress waves travel through the bearing
A hammer blow is not just a local push. It sends a stress wave through the ring. The bearing can respond like a small bell: it rings, flexes, rebounds, and transfers energy through its internal contacts.
That produces several effects:
First, the struck ring vibrates. Second, rolling elements may bounce slightly between raceway contacts. Third, the cage can be hit by rolling elements. Fourth, the interference fit area may receive a non-uniform shock. Fifth, any burr, dirt, or misalignment becomes more damaging because the parts are moving under impact rather than controlled pressure.
A single visible hammer strike can therefore create several invisible internal contacts.
11. Raceway dents become vibration sources after startup
Once the machine starts, every rolling element passes over the damaged area. The bearing no longer has a smooth raceway. Instead, the rolling elements encounter a small depression, raised lip, or damaged patch.
That causes:
- vibration,
- clicking or rumbling noise,
- torque fluctuation,
- localized heating,
- lubricant film disruption,
- surface-initiated fatigue,
- spalling,
- premature failure.
The bearing may not fail immediately. It may run for hours, days, or weeks depending on load and speed. But the damage has already created a stress raiser. A small dent becomes a site where fatigue cracks can begin.
12. Why the damage may be invisible at first
One reason hammer damage is dangerous is that it can be microscopic. A bearing can look acceptable, rotate by hand, and still be damaged.
A human hand is not sensitive enough to detect all raceway indentations. Small brinell marks may only become obvious later as noise, heat, vibration, or spalling. By the time the bearing is noisy, the original installation damage may have grown into a larger failure pattern.
This is why bearing manufacturers focus so strongly on correct mounting practice. The installation event can determine the bearing’s service life.
13. True brinelling vs. false brinelling
Hammer impact usually causes true brinelling, meaning actual permanent indentation from overload or shock.
False brinelling looks similar but has a different cause. It is usually caused by vibration or small oscillating movement while the bearing is stationary, where the rolling elements repeatedly rub the raceways without proper lubricant film formation. SKF describes false brinelling as depressions in the raceway matching rolling-element spacing, typically caused by vibration while machinery is not rotating.
Both can produce marks at rolling-element spacing, but true brinelling is impact/plastic deformation; false brinelling is vibration/fretting wear.
14. Is any hammering ever acceptable?
Controlled hammer-assisted mounting can be acceptable in limited cases, but not direct point-contact hammering on the bearing.
Schaeffler states that smaller rolling bearings can sometimes be mounted mechanically when the seat is not too tight, recommends a press for bearings up to about 80 mm bore on cylindrical seats, and says that if a press is not available, bearings up to about 50 mm bore can be driven onto the shaft with light hammer blows only when fits are not too tight and suitable aluminum mounting sleeves and plastic mounting rings are used. (schaeffler.com)
That is very different from hitting the bearing directly. In acceptable hammer-assisted mounting, the blow is applied to a proper sleeve or fitting tool that distributes force evenly to the correct ring face. The sleeve turns the hammer blow from a point load into a more uniform circumferential load.
15. Correct force path during bearing mounting
The key rule is simple:
Apply mounting force only to the ring that has the interference fit.
If the inner ring is tight on the shaft, press or drive the inner ring only.
If the outer ring is tight in the housing, press or drive the outer ring only.
If both rings are tight, support and press both rings together with a suitable disk or tool.
Do not transmit force through the rolling elements. Do not strike the cage, seals, shields, rolling elements, or one small area of a ring. Schaeffler specifically recommends applying mounting forces over the largest possible circumference while avoiding damage to the cage or rolling elements. (schaeffler.com)
16. Practical damage signs after point-contact hammer mounting
A bearing damaged by point-contact hammering may show one or more of these symptoms:
- dented raceways at ball or roller spacing,
- small dents on rolling elements,
- raised metal lips around indentations,
- rough rotation by hand,
- clicking during slow rotation,
- vibration immediately after startup,
- higher running temperature,
- grease contamination,
- seal rubbing,
- cage noise,
- premature spalling,
- ring face nicks or burrs,
- uneven seating against the shaft or housing shoulder.
The most diagnostic sign is a repeated dent pattern matching the rolling element pitch. Schaeffler’s bearing damage guide identifies rolling element indentations at the pitch of the rolling elements as a symptom of shock/static overload or mounting force transmitted through the rolling elements. (schaeffler.com)
17. Why point contact is worse than a proper sleeve
A proper mounting sleeve contacts the bearing ring over a broad annular area. That distributes the force and keeps it aligned with the bearing axis.
A point-contact hammer does the opposite. It creates:
- high local pressure,
- eccentric loading,
- ring tilt,
- stress waves,
- local yielding,
- higher risk of brinelling,
- poor seating control.
So the issue is not only the size of the hammer blow. It is the geometry of the contact and the path the force takes through the bearing.
18. Best-practice conclusion
A point-contact hammer blow can damage a rolling bearing in milliseconds. The blow may dent the struck ring, cock the bearing during mounting, transmit force through the balls or rollers, create brinell marks in the raceways, damage rolling elements, deform the cage or seals, contaminate the grease, and create fatigue initiation points. The bearing may still rotate afterward, but its noise, temperature, vibration, and service life can be permanently affected.
The correct method is to use a press, induction heater, hydraulic method, or proper bearing fitting tool. When mechanical mounting is used, the tool should apply force evenly to the correct ring—the ring with the tight fit—and should never allow mounting force to pass through the rolling elements. SKF’s troubleshooting guidance is direct on this point: do not hammer bearing parts directly during mounting; use a mounting sleeve or fitting tool, and avoid applying force through the rolling elements.
