
Technical article: Why directing cooling air at a hot rolling-bearing housing can destroy the bearing
Directing a cooling fan or air stream at a hot rolling-bearing housing—is a known bad practice. It may temporarily reduce the surface temperature of the housing, but it does not remove the root cause of heat generation inside the bearing. Worse, it can create new failure mechanisms that accelerate bearing damage.
SKF specifically warns against the common practice of cooling an overheated housing with an external blower because it can shrink the housing, trap the bearing outer ring, preload the bearing, and increase overheating. SKF also recommends avoiding excessive housing cooling and using proper solutions such as shaft cooling, lubrication-system cooling, cooling discs, or a redesigned cooling arrangement.
1. A hot bearing is a symptom, not the disease
A rolling bearing becomes hot because heat is being generated faster than it is being removed. The heat source is normally one or more of the following:
lubrication failure, wrong grease or oil viscosity, overgreasing, undergreasing, blocked oil flow, excessive load, incorrect bearing clearance, preload, misalignment, shaft expansion restriction, seal rubbing, contamination, high process heat, fan imbalance, coupling or belt problems, incorrect fits, electrical current passage, or an already damaged raceway/cage.
A bearing housing can feel “very hot” by hand even at 60–70 °C, and that may still be acceptable for a correctly lubricated bearing. The important issue is not hand feel; it is the measured temperature trend, the design limit, the lubricant limit, vibration condition, and whether the temperature is rising. SKF notes that a housing at about 80 °C that rises by 10% or more needs investigation, and operation around 100 °C without an obvious application reason is already a likely problem.
Therefore, cooling the outside of the housing with a fan does not correct the fault. It only hides one symptom while the internal damage mechanism continues.
2. What actually happens when air is directed at the bearing housing
2.1 The housing surface cools, but the bearing contact may remain hot
The highest temperature in a rolling bearing is not necessarily the temperature measured on the outside of the housing. Heat is generated at the rolling-element/raceway contacts, roller ends, cage pockets, seals, and lubricant shear zones. The housing is only the external heat sink.
Schaeffler explains that, in heavily loaded bearings and bearings with significant sliding, the temperature in the contact area can be up to about 20 K higher than the measurable operating temperature. This means a forced air stream can make the housing surface look acceptable while the rolling contact and lubricant film are still operating at a damaging temperature. (Schaeffler)
This creates a dangerous false condition: the operator sees the housing temperature fall, continues running the machine, and the actual bearing continues to suffer.
2.2 The housing shrinks and reduces bearing internal clearance
A bearing housing is a precision component. The shaft fit, housing fit, and bearing internal clearance are selected so that the bearing has the correct operating clearance after thermal expansion and load. If the housing is suddenly or locally cooled, the housing bore contracts.
For example, using a simple thermal-expansion estimate:
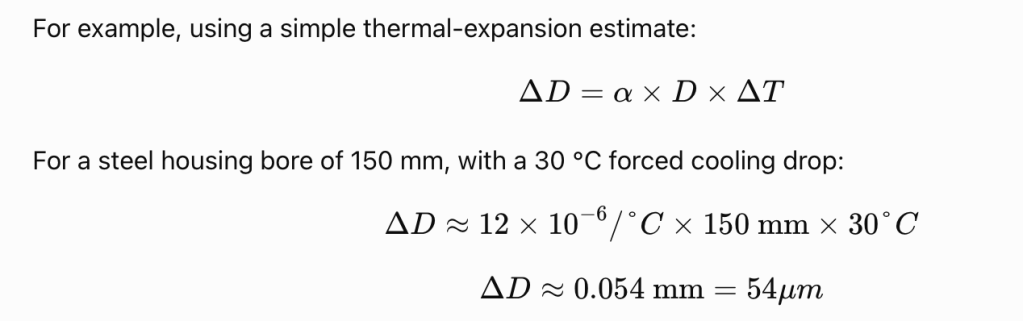
That is a significant amount in bearing-clearance terms. Many bearing internal clearances and fit allowances are measured in micrometres. If the housing bore contracts while the shaft and inner ring remain hot and expanded, the bearing operating clearance can collapse. The bearing can move from correct clearance into preload.
Preload in a bearing that was not designed for preload causes higher contact stress, higher friction, higher lubricant shear, and more heat. SKF’s warning is directly relevant here: external blower cooling can cause housing shrinkage, the outer ring can become stuck in the housing, and the bearing can become preloaded, increasing overheating.
This is the key failure mechanism: the fan may initially reduce the housing temperature, but the cooling can mechanically tighten the bearing arrangement and make the bearing generate even more heat internally.
2.3 The inner ring may remain hot while the outer ring is cooled
In many machines, heat is conducted through the shaft into the inner ring. When air is blown onto the housing, the outer ring and housing are cooled more than the shaft and inner ring. This increases the temperature difference between inner ring and outer ring.
The hot inner ring expands. The cooled outer ring/housing contracts. Both effects reduce internal radial clearance. In spherical roller bearings, cylindrical roller bearings, deep-groove ball bearings, and tapered roller bearings, loss of operating clearance can cause:
increased rolling contact stress, roller skewing, cage rubbing, higher vibration, smearing, raceway distress, heat discoloration, and eventually spalling or seizure.
Timken notes that excessive preload can generate large amounts of heat and can produce damage that resembles inadequate lubrication damage. (Weller Truck)
2.4 Local cooling can distort the housing bore
A fan rarely cools the housing uniformly. It cools the side directly exposed to air more than the opposite side. This produces a thermal gradient across the housing.
On a split plummer block, pillow block, fan bearing pedestal, or gearbox bearing support, this can distort the bearing seat. The bore may become slightly oval, the cap and base may distort differently, and the bearing outer ring may no longer be uniformly supported. Even a small distortion can create edge loading on rollers or balls.
The result can be:
localized raceway stress, roller-end loading, cage instability, higher vibration, fretting at the housing seat, outer-ring creep, and premature spalling.
This is especially dangerous on large industrial fans, blowers, conveyors, crushers, pumps, gearboxes, and high-temperature process equipment where the bearing arrangement depends on controlled thermal growth.
2.5 High air velocity can remove grease from the bearing
If the bearing is grease-lubricated, direct air around the housing or seals can disturb the pressure balance across the bearing housing. SKF states that grease can be pumped out of a bearing due to a pressure differential between sides of the bearing or housing, and specifically advises avoiding high air velocities near the bearing or housing because grease may be sucked out of the housing and bearings.
Once grease is removed or displaced, the bearing may suffer lubricant starvation. The rolling elements then operate with a thinner film or boundary lubrication. Metal-to-metal contact begins at asperities on the raceway and rolling elements.
Timken describes inadequate lubrication damage as a progressive failure mode: it can begin with heat discoloration, progress to micro-spalling, peeling, scoring, heat damage, cage expansion, metal flow, and finally total bearing lockup. (Weller Truck)
In other words, the fan can create the same final failure that the maintenance team was trying to avoid.
2.6 Air can push dust, fertilizer particles, sand, moisture, and contaminants into the bearing
In an outdoor fertilizer, oil, gas, or chemical plant environment, airborne contamination is a major threat. A direct fan or compressed-air jet can stir dust around the housing and drive it toward seals, labyrinths, breathers, vents, grease nipples, split lines, and inspection covers.
If the air is directed into the housing or directly at a seal, the risk is more severe. Plant compressed air may also contain moisture or oil unless it is clean, dry instrument air. Even “clean” air can carry external dust into a damaged or poorly sealed housing.
Hard particles in a rolling bearing are highly destructive. Schaeffler explains that hard particles entering the loaded contact zone can create indentations in the rolling contact surfaces and lead to premature material fatigue; sand, hardened steel particles, and abrasive residues are particularly harmful. (Schaeffler)
Timken also describes fine foreign material as a cause of abrasive wear on rolling elements, races, and cages, and notes that contaminants can enter through defective seals, poor cleaning, or ineffective filtration. (Weller Truck)
2.7 Forced cooling can cause condensation and corrosion
When a hot housing is cooled rapidly, temperature cycling can pull moist air into the housing through seals or vents. If the housing surface or internal surfaces fall below the local dew point, water can condense. In fertilizer service, moisture mixed with fertilizer dust can also become chemically aggressive.
Timken identifies condensate collecting in the bearing housing due to temperature changes as a common cause of etching and corrosion, and also notes that moisture or water can enter through damaged, worn, or inadequate seals. (Weller Truck)
Corrosion pits are not harmless surface marks. They become stress raisers. Once the bearing rolls over those pits repeatedly, the damaged area can initiate spalling, noise, vibration, and eventual bearing failure.
2.8 The fan hides the alarm and delays the shutdown decision
A hot bearing is an alarm. When a fan is used, the measured housing temperature may drop, but the root cause may still be present. This creates a false sense of control.
For example:
The bearing is overloaded, but the fan cools the surface.
The grease is failing, but the housing temperature looks lower.
The seal is rubbing, but the temperature alarm is delayed.
The shaft expansion is locked, but the fan keeps the machine running.
The cage is already damaged, but the external surface looks stable.
This is why fan cooling can turn a manageable defect into a catastrophic failure. The machine continues operating long enough for the damage to progress from heat generation to raceway distress, cage damage, lubricant breakdown, seizure, shaft damage, and housing damage.
3. Failure sequence caused by using air to cool a hot bearing
A typical sequence is:
Stage 1 — Original fault begins.
The bearing runs hot due to misalignment, preload, poor lubrication, contamination, overgreasing, process heat, seal rubbing, or another cause.
Stage 2 — Operator applies fan or air.
The housing surface temperature drops. The machine appears to be under control.
Stage 3 — Thermal distortion starts.
The housing cools and contracts. The shaft and inner ring remain hot. Bearing internal clearance reduces. The outer ring may become clamped in the housing.
Stage 4 — Unintended preload increases friction.
The bearing now runs with higher contact stress and higher friction. The bearing may become hotter internally even while the surface is being cooled.
Stage 5 — Lubrication condition worsens.
Grease may be displaced, sucked out, oxidized, over-sheared, or contaminated. Oil flow may be inadequate, or contamination/water may enter the housing.
Stage 6 — Metal-to-metal contact begins.
The lubricant film becomes too thin. Micro-welding, smearing, scoring, peeling, and discoloration begin.
Stage 7 — Vibration rises.
Raceway damage, cage wear, roller skewing, and spalling develop. Bearing defect frequencies appear in vibration data.
Stage 8 — Final failure.
The bearing may seize, the cage may fail, the shaft may be scored, the housing bore may be damaged, seals may be destroyed, and the machine may trip or suffer catastrophic breakdown.
This is why the practice is not just ineffective; it can become a direct contributor to bearing failure.
4. Why the method is wrong regardless of the original root cause
The original root cause can vary, but direct air cooling still introduces the same secondary risks: clearance loss, preload, distortion, grease loss, contamination, condensation, and false temperature readings.
| Original root cause | Why the bearing gets hot | Why direct air cooling makes it worse |
|---|---|---|
| Too much grease | Churning increases heat and may damage seals | Fan hides the temperature while churning continues; operators may add more grease |
| Too little grease | Lubricant film becomes too thin | High air velocity can remove more grease from seals/housing |
| Wrong grease or oil viscosity | Lubricant cannot maintain film at operating temperature | Surface cooling does not correct lubricant selection |
| Blocked oil line, low oil level, damaged oil ring | Heat is not removed and lubricant supply is poor | Fan does not restore oil flow to rolling contacts |
| Contaminated grease/oil | Particles indent raceways and accelerate fatigue | Fan can drive more dust into seals and vents |
| Water in lubricant | Corrosion, etching, lubricant degradation | Cooling cycles can cause condensation and moisture ingress |
| Misalignment | Edge loading and sliding increase heat | Housing distortion from uneven cooling can worsen misalignment |
| Excessive preload | Contact stress and friction increase | Housing shrinkage adds more preload |
| Incorrect shaft or housing fit | Ring creep, clamping, or loss of clearance | Cooling changes the fit and can lock the outer ring |
| Floating bearing not floating | Shaft thermal expansion creates axial load | Cooling housing can further restrain expansion |
| Seal rubbing | Friction at seal lip generates heat | Air may dry or contaminate seal area; housing distortion can change seal contact |
| Fan/impeller imbalance | High radial load and vibration heat the bearing | Surface cooling hides the load problem |
| Belt too tight | Excessive radial load | Fan does not reduce load |
| Belt too loose / low bearing load | Rolling elements may skid | Fan does not correct minimum-load condition |
| Electrical current passage | Fluting and grease degradation | Cooling does not stop current path |
| Process heat leakage | Hot gas or radiant heat heats shaft/bearing | Fan may cool surface but not stop heat source |
| Damaged bearing already installed | Spalling/cage damage creates heat | Fan delays necessary shutdown and replacement |
SKF’s fan troubleshooting guidance lists many non-cooling causes of hot running, including load problems, belt issues, misalignment, low load with sliding, incorrect fits, floating-bearing problems, seal issues, lubrication issues, and insufficient heat removal. The correct approach is to find and remove the root cause, not to force-cool the housing.
5. Why the temperature may drop first, then failure becomes worse
This is the trap.
At first, the fan improves convection at the outside of the housing. The thermometer or infrared gun sees a lower surface temperature. But internally, several things may be happening at the same time:
the rolling contact remains hot, the grease is being removed or degraded, the outer ring is being clamped by housing contraction, the inner ring remains expanded, the operating clearance is decreasing, the lubricant film is thinning, and contamination may be entering through seals.
So the surface temperature can improve while the bearing’s mechanical condition worsens. This is one of the most dangerous maintenance illusions in rotating equipment.
A bearing does not fail because the outside of the housing is warm. It fails because the rolling contacts lose correct geometry, correct clearance, correct lubrication, or correct cleanliness.
6. Correct response when a rolling bearing is running hot
The correct action is to treat the hot bearing as an abnormal condition and perform controlled troubleshooting.
Immediate actions
Record the actual temperature with a fixed sensor or infrared thermometer at the same location each time.
Check whether temperature is stable, rising slowly, or rising rapidly.
Check vibration velocity, acceleration/envelope, ultrasound, noise, smell, and lubricant leakage.
Verify whether the temperature is within OEM, lubricant, and bearing limits.
If temperature continues rising, vibration increases, burnt smell appears, grease purges excessively, smoke appears, or abnormal noise develops, the machine should be stopped according to the plant’s operating procedure.
Do not keep the unit running only because a fan can hold the external housing temperature down.
Lubrication checks
Confirm grease or oil type, viscosity, NLGI grade, thickener compatibility, and temperature rating.
Check whether the last regreasing quantity was correct.
Check for overgreasing. SKF warns that adding lubricant to a bearing perceived as hot can make the issue worse, and that overgreasing can increase operating temperature due to churning, seal damage, and loss of sealing efficiency.
Check oil level, oil rings, pumps, flow indicators, filters, coolers, piping, and return lines.
Take a grease or oil sample and inspect for dark color, burnt smell, metal particles, water, fertilizer dust, sand, or hard contaminants.
Check whether grease is being purged or sucked out near the fan-cooled area.
Mechanical checks
Check alignment between driver and driven machine.
Check soft foot and base distortion.
Check coupling condition.
Check belt tension if belt-driven.
Check impeller/fan balance, fouling, cracked blades, buildup, looseness, or rubbing.
Check shaft runout and straightness.
Check whether the floating bearing is free to move axially.
Check shaft and housing fits.
Check bearing internal clearance, especially if mounted on a tapered sleeve.
Check seals for rubbing, hardening, damage, poor contact, or incorrect clearance.
Check whether process heat is leaking along the shaft toward the bearing.
Bearing inspection after shutdown
If the bearing has been operated hot while cooled externally, inspect it carefully. Look for:
blue, brown, or black discoloration;
darkened or burnt grease;
grease hardening or oil separation;
roller-end scoring;
raceway smearing;
cage wear or cage discoloration;
pitting, corrosion, or etching;
spalling;
metal particles;
fretting on the outer ring outside diameter;
housing bore wear;
seal lip damage;
evidence of outer-ring creep;
loss of residual internal clearance.
Do not only replace the bearing. If the root cause remains, the new bearing will fail in the same way.
7. Correct ways to reduce bearing temperature
Acceptable cooling must be engineered, not improvised.
Better corrective measures include:
restoring correct lubrication flow;
cleaning or replacing oil filters;
repairing blocked oil lines;
installing or repairing an oil cooler;
using the correct grease or oil viscosity;
correcting overgreasing or undergreasing;
installing an OEM-approved cooling disc;
cooling the shaft rather than shrink-cooling the housing;
shielding the bearing from process heat;
improving fan casing seals if hot gas is leaking toward the shaft;
upgrading from grease to oil circulation where required;
using a bearing with suitable internal clearance;
correcting fits and floating-bearing function;
fixing alignment, balance, belt tension, or load problems;
improving seals and breathers to prevent contamination;
using condition monitoring to verify the improvement.
SKF specifically suggests proper heat-removal measures such as cleaning oil filters, installing a cooling disc or other cooling device if needed, and considering a lubrication-system or housing upgrade if the problem persists.
8. Recommended wording for a maintenance or RCA report
You could use wording similar to this:
Directing a cooling fan or air jet at the rolling-bearing housing is not an acceptable corrective action for high bearing temperature. The practice reduces the external housing surface temperature but does not remove the internal source of heat generation. Forced air cooling can create harmful thermal gradients, shrink the housing bore, clamp the bearing outer ring, reduce operating internal clearance, and introduce unintended preload. This increases rolling contact stress, frictional heat, and the probability of lubricant film collapse. In grease-lubricated housings, high air velocity can also disturb seal pressure balance and remove grease from the housing, while carrying dust, moisture, and fertilizer contaminants toward the bearing seals. The method can therefore convert an initial overheating symptom into a bearing failure mechanism.
And the RCA conclusion:
The use of direct external air cooling should be classified as an improper temporary operating practice and a contributing factor to bearing deterioration. The correct action is to identify and correct the root cause of the elevated temperature—lubrication, fit, preload, alignment, load, seal, contamination, cooling-system, or process-heat issue—rather than masking the symptom by cooling the housing surface.
Final engineering conclusion
A direct fan or air stream on a hot rolling-bearing housing may look helpful because the housing temperature falls. In reality, it can make the bearing fail faster by shrinking and distorting the housing, reducing internal clearance, creating preload, removing grease, introducing contamination, causing condensation, and hiding the real fault.
The correct rule is:
Do not cool the bearing housing with an improvised fan or air jet as a permanent or routine response. Treat high bearing temperature as a fault condition, investigate the root cause, and apply an engineered cooling or lubrication correction.
